شسیشسی
https://tarhpishe.com/%D8%AE%D8%AF%D9%85%D8%A7%D8%AA-%D9%BE%D8%B1%DB%8C%D9%86%D8%AA-%D8%B3%D9%87-%D8%A8%D8%B9%D8%AF%DB%8C/
پرینتر سه بعدی چیست
گاهی از انواع روش های پرینت سه بعدی و مزیت ها و محدودیت های هر کدام از اهمیت ویژه ای در شناخت این فناوری برخوردار است. امروزه حدود ۲۵ تکنیک برای پرینت سه بعدی در دنیا وجود دارد که بعضی از آنها تجاری شده اند و می توان گفت حدود ۱۰ مورد از آنها در بازار و و صنعت قطعه سازی و نمونه سازی به صورت رایج وجود دارد. در مقاله روش های پرینت سه بعدی درباره اصول دسته بندی و نام گذاری انواع روش های پرینت سه بعدی به صورت کامل و جامع توضیح دادیم. در این مقاله می خواهیم به هر کدام از انواع روش های پرینت سه بعدی که برای ارائه خدمات پرینتر ۳ بعدی متنوع هستند ، به صورت اختصاصی بپردازیم. روش های پرینت سه بعدی که در حال حاضر بیشتر در بازار رویت می شوند؛ شامل SLA، SLS، FDM، LOM، ۳D-Printing (BinderJetting)، DDM، Polyjet، DLP و FusionJet می باشند که در ادامه در خصوص هر کدام مختصر توضیح خواهیم داد.
پرینتر سه بعدی
در این مقاله می خواهیم درباره انواع فناوری های پرینتر سه بعدی که هم اکنون در دنیا وجود دارند توضیح دهیم. تکنولوژی پرینت سه بعدی روز به روز در حال توسعه است. از این رو روش های جدید پرینتر سه بعدی به تکنیک های موجود این تکنولوژی برای ارائه خدمات پرینت سه بعدی متنوع اضافه می شود. از قرار گرفتن انواع روش های این تکنولوژی در کنار تکنولوژی اسکن سه بعدی قادر به انجاممهندسی معکوس بسیاری از قطعات هستیم. در این مقاله به طور مفصل به روش های مرسوم و پرکاربرد این تکنولوژی می پردازیم. همچنین در قسمت مجله پرینت سه بعدی آیدیزاین شما را با روش های جدید پرینتر سه بعدی و انواع کاربردهای آن آشنا می کنیم.
پرینتر سه بعدی SLS

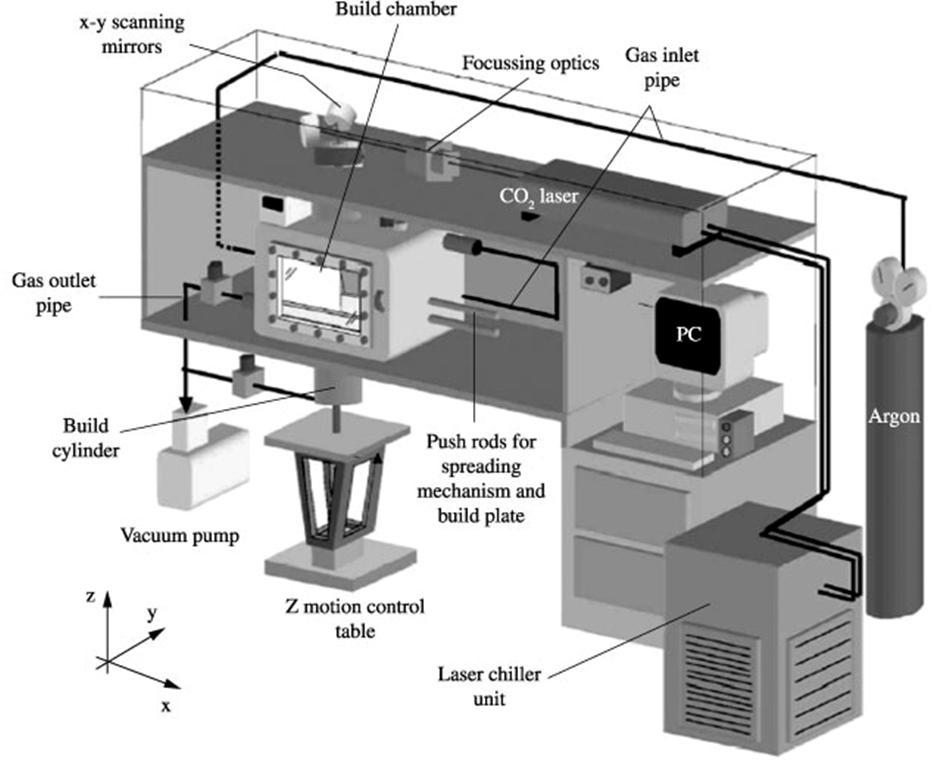
دستگاه پرینتر سه بعدی SLS از دستگاههایی است که به وسیله ماده اولیه پودری شکل به ساخت قطعه میپردازد، از این رو پودر پایه است. سیستمهای مختلفی در یک دستگاه SLS به همراه یکدیگر کار میکنند تا قطعه ساخته شود. قسمتهای اصلی دستگاه که میبایست در کنار هم کار کنند تا قطعه ساخته شود عبارتند از:
- سیستم اسکن لیزر
- سیستم های حرارتی
- سیستم گردش گاز بی اثر
- سیستم تغذیه پودر
- سیستم پلاتفورم
- واحد کنترل (الکترونیک و نرم افزار)
در شکل زیر یک نمای شماتیک از دستگاه پرینتر سه بعدی SLS مشاهده میشود. (البته به صورت دقیق تر اگر بخواهیم بیان کنیم باید بگوییم که شکل نشان داده شده در واقع دستگاه پرینتر سه بعدی SLM را نشان می دهد. SLM مخفف Selective Laser Melting می باشد که تفاوت این دستگاه با دستگاه SLS خیلی ناچیز است و اصطلاحا به دستگاه هایی که با فناوری SLS به تولید قطعات فلزی به صورت مستقیم می پردازند SLM گفته می شود، چرا که در آن ها پودر فلز به صورت کامل ذوب می شود.)
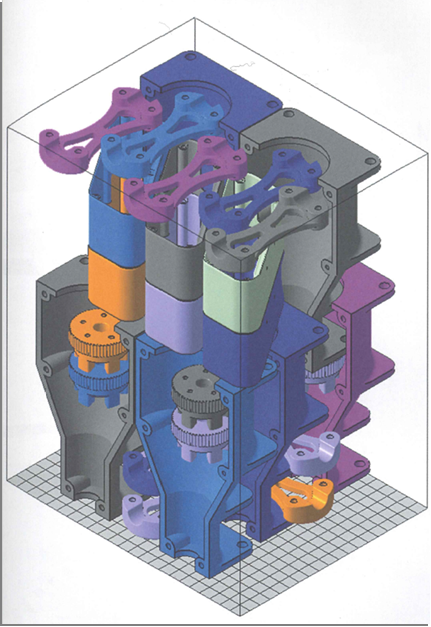
ساخت قطعه در دستگاه SLS به این صورت اتفاق میافتد که در ابتدای کار لازم است تا فایل CAD قطعه مورد نظر به دستگاه شناسانده شود. برای این منظور تا به حال کارهای نرم افزاری زیادی در دنیا انجام شده است. فایل CAD مورد نظر میبایست لایه لایه شود. برای این کار ابتدا فایل CAD در جهت ترجیحی در دستگاه قرار میگیرد و از پایین ترین قسمت قطعه موازی صفحه X-Y صفحاتی از قطعه عبور داده میشود و از محل تقاطع این صفحه با لبههای جسم مورد نظر کانتورهای بستهای به دست میآیند. سپس صفحه دیگری بالاتر از صفحه قبلی به اندازه ضخامت یک لایه با جسم قطع داده میشود و این کار تا جایی پیش میرود که به بالاترین قسمت جسم برسد. در پایان، تعداد زیادی کانتورهای بسته که نشان دهنده اطراف جسم هستند به دست میآیند. در ادامه خواهیم دید که این کانتورها محل عبور لیزر را بر روی سطح پودر مشخص میکنند. مفهوم لایه لایه شدن یک جسم سه بعدی و تبدیل آن به تعدادی کانتور دو بعدی در شکل زیر نشان داده شده است.

پس از به دست آمدن کانتورها به ساخت فیزیکی قطعه پرداخته میشود. در این مرحله، ابتدا یک لایه پودر توسط مکانیزم لایه نشانی بر روی سطح پلاتفورم پخش میشود. ضخامت لایه میتواند متفاوت باشد اما معمولا عددی در حدود ۱۰۰ میکرون است که با کم و زیاد شدن آن، سرعت و دقت دستگاه کم و زیاد میشود. پس از پخش شدن پودر سطح آن توسط گرمکنهای تابشی دستگاه تا دمای مشخصی پیشگرم میشوند. (البته این مخصوص دستگاه های SLS پلیمری است، در فرآیند SLS فلزی این پیشگرم به دلایل فنی مورد نیاز نیست.)
سپس طرح مورد نظر که از کانتورهای دور جسم منشا میگیرند توسط سیستم اسکن لیزر بر روی سطح پودر مارک میشود. توان حرارتی لیزر باعث میشود که ذرات پودر در نقاط مارک شده به یکدیگر جوش بخورند و یک جسم جامد را تشکیل دهند. سپس این سیکل تکرار میشود و دوباره یک لایه دیگر از پودر بر روی لایه قبلی ریخته میشود و این فرآیند تا آخر و ساخت کامل قطعه ادامه پیدا میکند. در مارک کردن لایه بالایی میبایست توان لیزر به میزانی باشد که بتوان لایه فوقانی را به لایه تحتانی هم جوش داد تا پیوستگی قطعه حفظ شود.
مزایای پرینتر سه بعدی SLS
- امکان تولید قطعات کاربردی و عملیاتی
- استحکام و ضربه پذیری بالای قطعات
- پایداری حرارتی و شیمیایی بالا
- زیست سازگاری و کاربرد در تولید گاید ها و مدل های جراحی، پروتز و اورتز و داربست های مهندسی بافت
- قابلیت ماشینکاری و پولیش و رنگ
- سرعت بالای تولید قطعات در تیراژ تولید تا ۵۰۰
به صرفه در تولید تیراژ بالاتر نسبت به مابقی روش های پرینت سه بعدی
محدودیت های پرینتر سه بعدی SLS
- هزینه بالا برای کاربرد هایی که نیاز به استحکام مکانیکی بالا ندارند.
- دقت متوسط این روش نسبت به روش های دقیق تر مثل روش DLP و PolyJet
- عدم توانایی تولید قطعات به صورت توخالی مانند روش FDM
پرینتر سه بعدی SLA ( دستگاه لیتوگرافی سه بعدی Setereo Lithography Aparatus )
این روش نخستین روش ابداع شده در حوزه ی پرینت سه بعدی می باشد که در سال ۱۹۸۸ میلادی توسط شرکت ۳D SYSTEMS امریکا بر اساس اختراع آقای چارلز هال (Charles Hull) معرفی گردید. در این روش از رزین فوتوپلیمر برای تولید قطعات استفاده می شود که آن را به صورت انتخابی توسط لیزری با طول موج خاص سفت می کنند. شمای کلی این روش در شکل زیر نشان داده شده است.

دستگاه SLA از یک سکوی ساخت تشکیل شده است که قطعه مورد نظر بر روی آن ساخته می شود و در داخل یک مخزن حاوی رزین در جهت عمودی حرکت می کند. همچنین یک سیستم لیزر در بالای دستگاه قرار دارد که به همراه یک سیستم اسکن لیزر دو بعدی لکه لیزر را بر روی سطح رزین در قسمت مشخص می تاباند و باعث سفت شدن آن و تشکیل قطعه می شود. قطعه به صورت لایه لایه بر روی هم ساخته می شود و به بالا می آیدو هر لایه در این روش مابین حدود ۷۰ تا ۵۰۰ میکرون قابل تغییر می باشد.
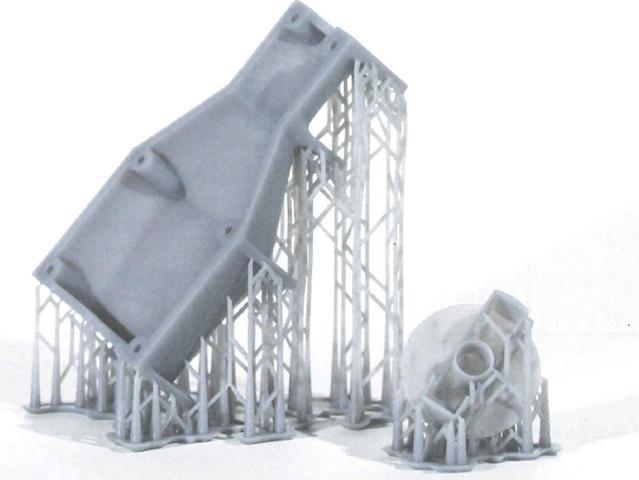
در این روش نیاز است تا در زیر قسمت هایی از قطعه که دارای زاویه منفی باشند، ساپورت گذاری شود که این کار توسط نرم افزار های مربوطه انجام می شود. نیاز به ساپورت گذاری در این روش برخی محدودیت ها را در قطعات تولیدی ایجاد می کند.
مزیت های پرینتر سه بعدی SLA
- دقت ابعادی و صافی سطح خوب
- از این روش می توان در تولید قطعات شفاف استفاده کرد.
- معمولا روش SLA در صنعت بیشتر مورد استفاده قرار می گیرد و در کنار روش SLS از جمله روش های صنعتی پرینت سه بعدی محسوب می شود. از قطعات SLA می توان به صورت غیر مستقیم در تولید قطعات صنعتی نیز بهره جست.
محدودیت های پرینتر سه بعدی SLA
- نیاز به تولید ساپورت برای گرفتن زیر قطعه تولید شده
- از قطعات روش SLA نمی توان به عنوان قطعات نهایی استفاده کرد.
- نیاز است تا قطعه پس از تولید در دستگاه پرینتر سه بعدی برای سفت شدن کامل چند ساعت در معرض اشعه فرابنفش قرار بگیرد.
- عدم امکان استفاده از مواد غیر رزینی پلیمری برای تولید قطعات
پرینتر سه بعدی FDM (مدلسازی ته نشینی گداخته، Fused Deposition Modeling)

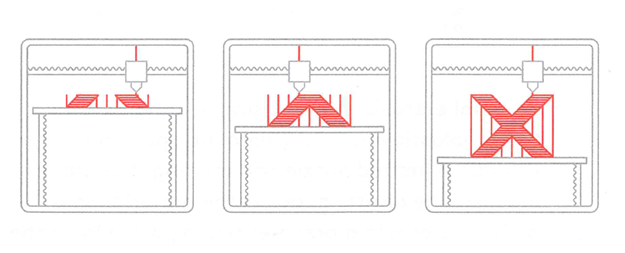
این روش یکی از روش های نمونه سازی سریع و پرینت سه بعدی است که در آن برای تولید قطعه از اکسترود کردن فیلامنت هایی از پلیمر و یا موم به قطر حدودی ۱٫۲۵ میلیمتر استفاده می شود. این اکسترودر بر روی یک میز CNC سه بعدی قرار دارد که در جهت x و y و z حرکت می کند و پلیمر ذوب شده در داخل اکسترودر را، بر روی قطعه می نشاند و بعد از تمام شدن یک لایه به اندازه یک ضخامت لایه به سمت بالا حرکت می کند. فیلامنت پلیمری در این روش در ابتدا بر روی یک قرقره قرار دارد و در طول ساخت قطعه توسط دو رولر به سمت اکسترودر کشیده می شود و در آن تا دمایی بالاتر از دمای ذوب گرم می شود (که این دما به نوع ماده بستگی دارد) و هنگامی که بر روی قطعه سرد شده قبلی می نشیند در مدت زمان ۰٫۱ ثانیه منجمد می شود. شمایی از فرآیند FDM در شکل زیر نشان داده شده است.
مزایای پرینتر سه بعدی FDM
- ارزان قیمت بودن دستگاه ها و مواد آن
- توان تولید قطعات بزرگ بدون هدر رفت مقدار زیادی از مواد
- بعضی از ماشین های FDM به صورت بزرگ و در مقیاس صنعتی دارای کاربرد های صنعتی هستند.
محدودیت های پرینتر سه بعدی FDM
- نیاز به ساپورت
- توان تولید فقط با استفاده از برخی مواد پلیمری
- دقت ابعادی و صافی سطح نا مناسب برای کاربرد های صنعتی
- خواص مکانیکی پایین قطعه علی الخصوص در جهت عمودی
پرینتر سه بعدی Multi Jet Fusion شرکت HP
این فناوری از سال ۲۰۱۵ به بازار معرفی شده است و شرکت HP که در زمینه پرینتر های دو بعدی کاغذی شهرت بین المللی دارد وارد عرصه پرینت سه بعدی شده است. این ورود یک تحویل در فناوری پرینت سه بعدی است. فناوری Multi Jet Fusion تا حد زیادی شبیه به روش SLS می باشد در دسته بندی گداخت بستر پودری (Powder Bed Fusion) قرار می گیرد. در این روش به جای اینکه از یک لیزر برای جوش داد ذرات پودر به یکدیگر استفاده شود از هیتر های تابشی، علاوه بر پیشگرم برای ذوب نیز استفاده می شود.
در این روش پس از انجام لایه نشانی پودر و پیش گرم، ماده ای شبیه جوهر به نام Fusing Agent بر روی قسمت هایی از سطح پودر که به قطعه تبدیل می شوند پاشیده می شود. این ماده به شکل مایع بوده و توسط هد های InkJet بر روی سطح پودر نشانده می شود. این ماده به رنگ سیاه بوده و به گونه ای طراحی شده است که انرژی حرارتی تابشی را بر مابقی قسمت ها بیشتر جذب کرده و موجب ذوب ماده در قسمت هایی می شود که این ماده بر روی آن قرار دارد.
منبع